



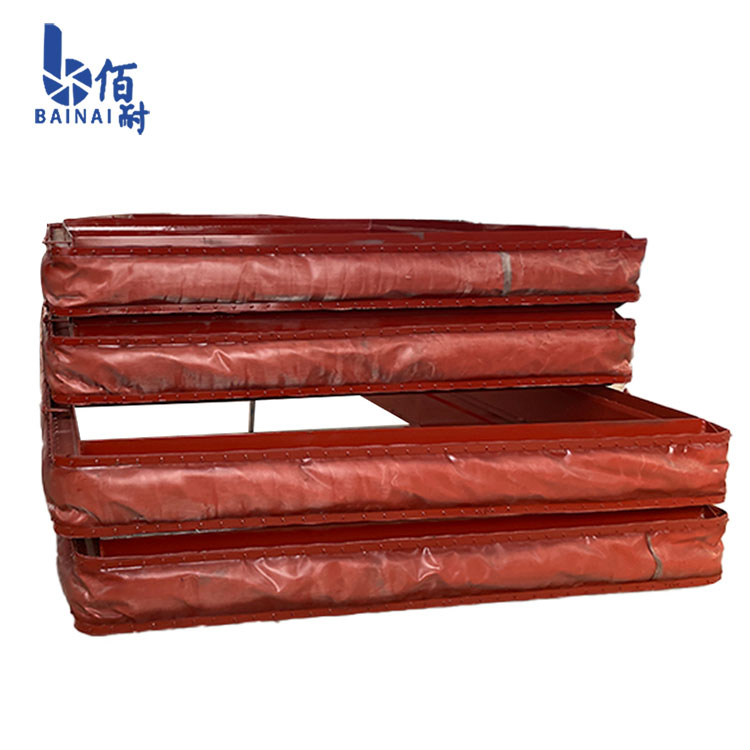


套筒补偿器装配
·防水层材料与外护管之间采用抗高温胶粘接,并由套箍卡紧,使防水层材料与外护管具有良好的密封性,以防止地下水接触补偿器外表面。密封面应具有一定的抗拉能力,在1KN的作用力下不脱落。
·自攻螺丝采用沉头螺丝,紧固后不得高出外护管外壁,应低于外壁3-4mm,并由塑料热熔焊枪将螺孔封堵。
·外套管壁厚应不小于外护管壁厚,应保证有足够的刚度抵御泥土的压力使之不能变形,装配时外套管和外护管间隙为零。
·补偿器两端的外护管直段长度不得小于120mm,以保证接口时,热熔套有足够接触长度。
·补偿器两端裸露芯管长度小不得小于50mm。
·保温棉缠绕外径按外护管内径小于20mm计算,保温棉外层缠绕铝箔反射布,并用不锈钢带捆扎。
·单向补偿器应为一端可活动,另一端固定。双向补偿器应两端都可活动。

套筒补偿器焊接
·外护管和外套管的焊接时,焊丝要采用与母材相同的材料,要自熔透焊。焊缝要进行坡口处理,焊缝高度不得低于母材,应高于母材3-5mm。
·焊角高度不得小于焊接母材的小壁厚。
·焊缝表面应光滑无凸凹和明显的缺陷。
·焊缝强度应与母材等强
套筒补偿器防腐
补偿器所有金属裸露表面应喷涂硅酸锌漆进行防腐,喷涂前金属表面应进行喷砂或喷丸处理,执行标准为Sa2.5级。
密封材料
密封件原料须为欧美进口,密封件耐高温(250℃)、防腐蚀、抗老化。
密封填料的性能应符合下列要求:
(1)密封性能良好,在产品适用的压力、温度下工作及压力试验时无渗漏;
(2)对芯管和外壳无腐蚀;
(3)密封填料与芯管表面的摩擦系数小于等于0.15;
(4)在规定的使用条件下,保持良好密封性能的实际运行时间不小于30年;
(5)不污染供热介质。